
A warehouse is only as efficient as the equipment running it. The right combination of material handling machines, storage systems, access equipment, and safety tools determines how quickly goods move through the facility, how accurately orders are fulfilled, how safely the team operates, and how much of the available floor and vertical space is actually utilised. Equip a warehouse poorly and the operation compensates with manual effort, slow throughput, and elevated injury rates. Equip it correctly and the same floor space, the same team, and the same hours produce significantly better results.
Understanding what warehouse equipment exists, what each piece does, and how different items work together as a system is essential knowledge for warehouse managers, logistics directors, and anyone responsible for setting up a new facility or improving an existing one. This is not just a purchasing decision, it is an operational design decision that shapes how the entire facility functions.
This guide provides a comprehensive warehouse equipment list organised by function, with an explanation of each category’s role, the main types available within each category, and the factors that determine which option is appropriate for a given operation. It covers material handling equipment, storage systems, elevated access equipment, loading dock equipment, safety systems, and supporting equipment, everything needed to run a productive, safe, and well-organised warehouse.
The Right Approach to Warehouse Equipment Selection
Before working through the equipment list, one principle is worth establishing: warehouse equipment works as an integrated system, not as a collection of independent machines. The choice of racking system determines the aisle width required, which determines the type of forklift that can operate in those aisles, which determines the lift height achievable, which determines how many rack levels are possible. These decisions are interconnected, and changing one upstream decision can invalidate downstream equipment choices.
The most expensive mistakes in warehouse equipment specification happen when equipment is selected independently rather than as a system, when a rack height is chosen before confirming the forklift can reach it, when a forklift is selected before confirming the aisle width accommodates its turning radius, or when a conveyor system is installed before the picking workflow is designed.
Approaching the warehouse equipment list as a system design problem, rather than a shopping list, produces facilities that perform as intended from day one, rather than ones that require expensive modification after the fact. This same systems thinking applies equally when selecting material handling equipment for construction and industrial operations, matching each machine to the task and the environment it will operate in.
Also read : Parts of a Forklift and Their Functions Explained
Material Handling Equipment
Material handling equipment moves goods within the warehouse, from receiving dock to storage, from storage to picking, from picking to despatch. It is the most operationally critical category of warehouse equipment.
Counterbalance Forklift
The counterbalance forklift is the most versatile piece of material handling equipment in any warehouse. Its front-mounted forks raise, lower, and transport palletised loads, while the rear-mounted counterweight balances the load and maintains stability. Counterbalance forklifts arze available in diesel, LPG, and electric configurations, and in a wide range of lifting capacities from 1,500 kg to over 5,000 kg.
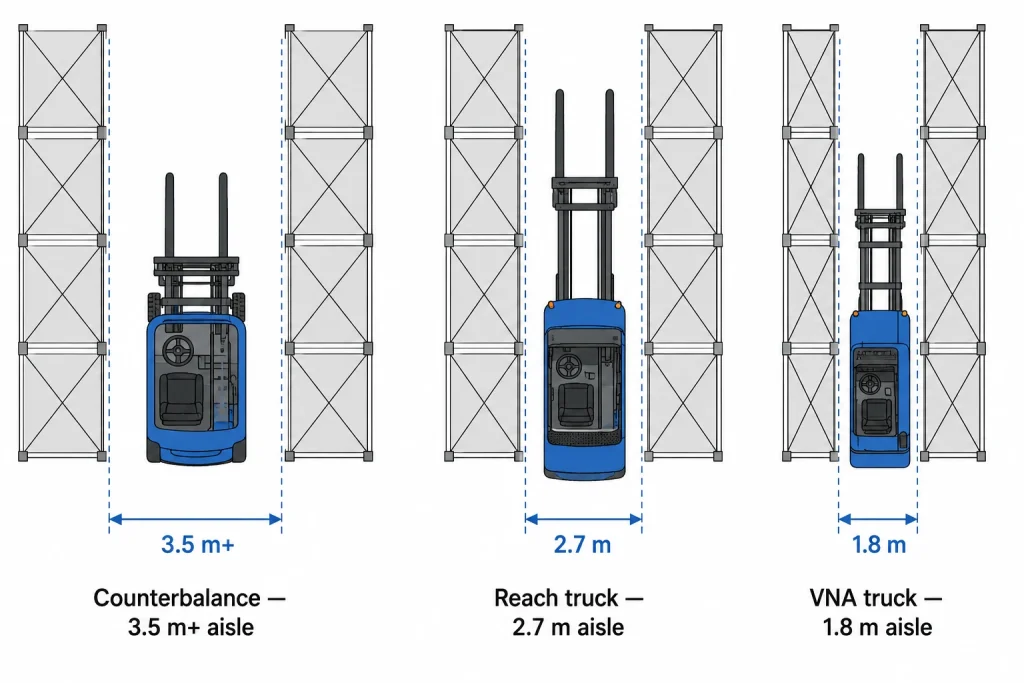
For indoor warehousing, electric counterbalance forklifts are the standard choice, they produce no direct emissions, operate quietly, and have lower running costs than combustion alternatives. They require adequate aisle width (typically 3.5 metres or more) and firm, level floor surfaces.
Selecting the right forklift involves more than choosing a capacity, mast configuration, tyre type, and operating environment all affect which model is appropriate. A practical guide on how to choose the right forklift for a specific warehouse operation covers these decisions in detail.
Reach Truck
A reach truck is a type of forklift designed specifically for narrow aisle warehousing. Unlike a counterbalance forklift, the reach truck’s forks extend outward from the machine to place loads in the rack, rather than the machine driving forward into the rack face. This allows reach trucks to operate in aisles as narrow as 2.5–2.7 metres, significantly narrower than a counterbalance forklift requires, enabling denser racking and better utilisation of available floor space.
Reach trucks are designed for smooth, level indoor floors only. They achieve significant lift heights, typically up to 10–12 metres, making them the standard choice for high-bay warehouses.
Order Picker
An order picker, also called a stock picker or man-up order picker, elevates both the forks and the operator to the pick face, allowing the operator to manually pick individual items from racking at height. Unlike a reach truck, which retrieves entire pallets, an order picker is designed for case or each-level picking in multi-level racking systems.
Order pickers are the equipment of choice for high-SKU, high-pick-frequency operations, e-commerce fulfilment, pharmaceutical distribution, and any warehouse where individual cartons or items are picked rather than full pallet loads.
Pallet Jack (Pallet Truck)
The pallet jack is the simplest and most widely used piece of material handling equipment in any warehouse. A manual pallet jack uses a hydraulic pump handle to raise forks just enough to clear the floor, allowing a pallet to be pushed or pulled to its destination. An electric pallet jack uses a battery-powered motor for propulsion, reducing physical effort over longer distances.
Pallet jacks do not stack loads vertically, they are ground-level horizontal transport only. For any operation that requires placing pallets in racking, a forklift or reach truck is required. Understanding the operational boundary between pallet jacks and forklifts, what each can and cannot do, is fundamental to specifying the right mix of material handling equipment for a warehouse.
Walkie Stacker
A walkie stacker is an operator-controlled electric machine that can both transport pallets at ground level and stack them to moderate heights, typically up to 4–5 metres. The operator walks behind the machine rather than riding on it. Walkie stackers are used in smaller warehouses, cool rooms, and tight spaces where a counterbalance forklift would be too large, but where occasional stacking to height is required.
Conveyor System
Conveyor systems automate the horizontal movement of goods through a warehouse, moving cartons, totes, and parcels between receiving, storage, picking, packing, and despatch areas without manual handling at each stage. Belt conveyors, roller conveyors, and sortation conveyors are the main types.
Conveyors are most cost-effective in high-volume operations where goods flow predictably along defined paths, e-commerce fulfilment, food and beverage processing, and parcel distribution. In lower-volume or highly variable operations, the capital cost of a conveyor system may not be justified by the labour saving.
Scissor Lift Table
A scissor lift table, distinct from a mobile scissor lift, is a stationary or semi-portable hydraulic platform that raises loads to an ergonomic working height. They are used at packing stations, assembly lines, and loading docks to reduce manual handling strain by bringing the work surface to the operator rather than requiring the operator to bend repeatedly to ground level.
Elevated Access Equipment
Warehouse operations regularly require access to heights, for maintenance, inventory management, light fitting, racking inspection, and installation work. The right elevated access equipment depends on the height required, the frequency of access, and the space available.
Scissor Lift (MEWP)
A mobile electric scissor lift provides a large, stable elevated platform for work at height in the warehouse. Its compact footprint allows it to navigate standard warehouse aisles, and non-marking tyres protect polished concrete floors. Scissor lifts are used for maintenance, light fitting, racking inspection, and any task requiring stable access at height for periods longer than a brief inspection.
Scissor lifts reach working heights of up to approximately 15 metres. They must be operated only by trained personnel, and a daily pre-operation inspection is required before each use. Maintaining scissor lifts correctly, including hydraulic system checks, battery management, and structural inspections, is essential for reliable performance and safety compliance in a warehouse environment.
Boom Lift
A boom lift, particularly an articulated boom lift, provides elevated access to positions that are not directly above the machine, allowing workers to reach over racking, around obstructions, or into confined areas at height. In warehouse contexts, boom lifts are used for maintenance of high-bay racking, installation of sprinkler systems, HVAC maintenance, and any task where the work location cannot be reached from directly below.
Mobile Ladder and Platform
For light, brief access tasks, retrieving a single item from an elevated shelf, checking a rack label, or making a minor adjustment, a mobile safety step ladder or platform provides a quick, low-cost solution. Mobile platforms have handrails and a larger standing area than a standard ladder, providing greater stability for tasks that require both hands to be free.
Mezzanine and Fixed Elevated Platform
A mezzanine floor, a permanent elevated platform structure installed within the warehouse, provides additional floor area for storage, offices, or picking operations without extending the building footprint. Mezzanine structures require engineering design, building permits in most jurisdictions, and appropriate access (stairways) and edge protection (guardrails) throughout.
Also read : Construction Equipment Names: A Complete Reference Guide
Storage Systems
Pallet Racking
Pallet racking is the primary storage system in most warehouses. Selective pallet racking, the most common type, allows direct access to every pallet position, with each pallet stored in an individual bay accessible by forklift from the aisle. Other configurations, drive-in racking, push-back racking, and pallet flow racking, trade selectivity for density, reducing the number of aisles required and increasing the pallets stored per square metre.
The choice of racking system directly drives the forklift specification, as discussed above. It also determines the required floor flatness specification, the seismic anchoring requirements, and the inspection regime required to maintain rack integrity.
Shelving and Long-Span Shelving
For carton, case, or item-level storage accessed by hand, adjustable steel shelving provides flexible, cost-effective storage. Long-span shelving accommodates heavier or bulkier items that exceed the load capacity of standard shelving. Both types are typically accessed by order pickers on foot, sometimes supported by mobile ladders or order picker MEWPs for higher levels.
Cantilever Racking
Cantilever racking stores long, unwieldy items, steel bar, timber, pipes, carpet rolls, that cannot be palletised. Horizontal arms project from a central column, allowing long items to be stored horizontally without the obstruction of vertical uprights that would prevent loading and unloading.
Automated Storage and Retrieval Systems (AS/RS)
At the high end of warehouse technology, automated storage and retrieval systems use computer-controlled cranes or shuttle vehicles to store and retrieve pallets or totes without human intervention in the storage area. AS/RS achieves very high storage density and eliminates labour in the storage and retrieval function, but requires substantial capital investment and is only cost-effective at significant throughput volumes.
Loading Dock Equipment
The loading dock is the interface between the warehouse and the external logistics network, the point at which inbound goods are received and outbound goods are despatched. Equipment at the dock determines the speed, safety, and accuracy of these transfers.
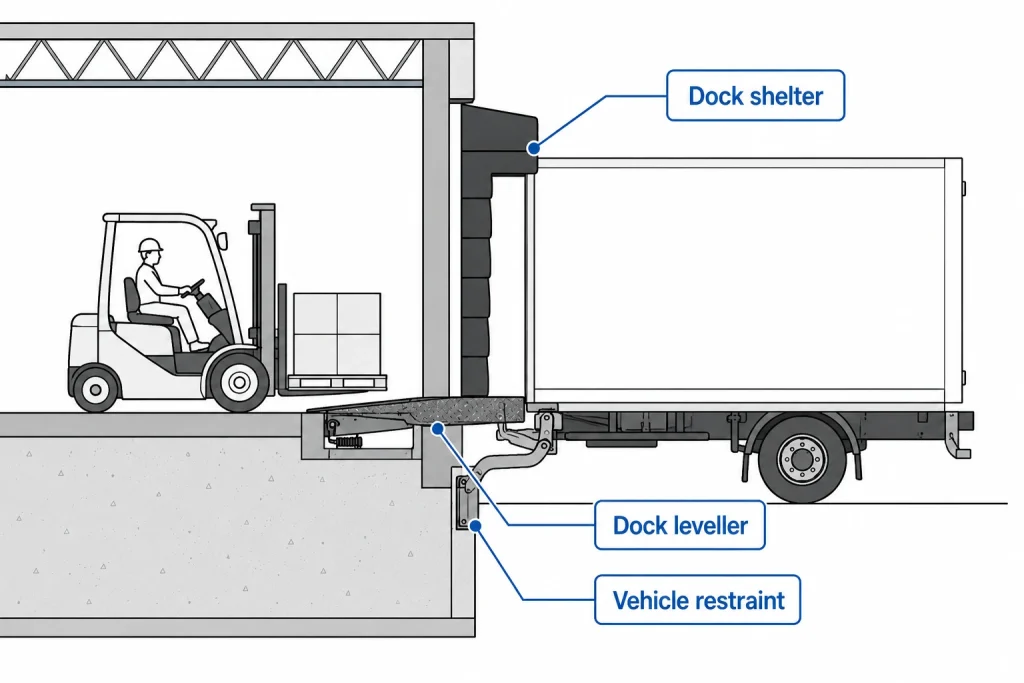
Dock Leveller
A dock leveller bridges the height difference between the warehouse floor and the bed of a delivery vehicle, creating a continuous ramp over which forklifts and pallet jacks can move without interruption. Hydraulic dock levellers are the standard choice in high-volume operations. Mechanical levellers are simpler and lower-cost for lower-frequency applications.
Dock Seals and Shelters
Dock seals and shelters seal the gap between the building and the vehicle at the dock position, preventing weather ingress, maintaining temperature in temperature-controlled facilities, and improving security. They are essential in cold chain and food-grade warehousing where maintaining the cold chain during loading and unloading is a regulatory requirement.
Vehicle Restraint
A vehicle restraint secures the delivery vehicle to the dock structure, preventing the vehicle from moving away from the dock while a forklift is driving on and off the vehicle deck. An unsecured vehicle that rolls away from the dock while a forklift is transitioning between the dock and the vehicle deck, a phenomenon known as “trailer creep”, is one of the most serious and underappreciated hazards at a loading dock.
Safety Equipment
Safety Barriers and Bollards
Physical safety barriers, steel or polymer, protect racking uprights, columns, pedestrian routes, and other vulnerable points from forklift impacts. Bollards protect individual columns and equipment from direct vehicle strikes. The cost of a barrier or bollard is negligible compared to the cost of repairing a damaged rack column, particularly if a damaged column is not identified before it fails under load.
Floor Markings
Clearly marked pedestrian walkways, forklift operating zones, storage areas, and emergency equipment locations are a fundamental component of warehouse safety management. Floor markings reduce the risk of pedestrian-vehicle conflict and ensure that emergency equipment, fire extinguishers, first aid kits, emergency exits, can be located instantly in an emergency.
Fire Suppression and Detection
Warehouses storing significant volumes of combustible goods are high-fire-risk environments. Automatic sprinkler systems, designed and installed in compliance with the relevant standard for the storage type and height, are the primary fire suppression system in most warehouses. Early-warning smoke and heat detection systems provide alert time that allows evacuation before sprinklers activate.
Supporting Equipment
Power Generator
A standby generator ensures warehouse operations continue when the utility supply fails. For cold chain and temperature-controlled warehousing, power continuity is critical, a power failure that allows refrigerated storage to warm up can destroy an entire inventory. For distribution centres where order fulfilment must be continuous, a standby generator eliminates the operational disruption of grid power interruptions.
Understanding the distinction between standby and prime-rated generators, and correctly matching the generator rating to the expected duty cycle, is essential to specifying a generator that will perform reliably when it is most needed.
Battery Charging Infrastructure
Electric forklifts, scissor lifts, pallet jacks, and order pickers all require battery charging infrastructure. The charging area must be adequately ventilated (hydrogen off-gassing from lead-acid batteries creates explosion risk in enclosed spaces), equipped with appropriate earthing, and sized to accommodate the charging requirements of the full fleet across all shifts.
Weighing Equipment
Floor scales, pallet scales, and in-motion weighing systems verify load weights for inventory accuracy, compliance with vehicle weight regulations, and safe loading of lifting equipment. A forklift loaded beyond its rated capacity because the load weight was unknown or underestimated creates serious safety risk and equipment damage.
For technical reference on warehouse equipment classifications, material handling system design standards, and international best practice for warehouse operations and safety, resources on warehouse management and material handling systems provide comprehensive background on how warehouse equipment systems are designed and optimised.
Also read : Standby vs Prime Generator: Key Differences Explained
Equip Your Warehouse for Efficiency, Safety, and Growth
A well-equipped warehouse does not happen by accident. It is the result of systematic equipment selection, matching each machine, system, and tool to the specific operational demands of the facility, the nature of the goods handled, the throughput required, and the safety standards that must be maintained.
Whether you are setting up a new warehouse, upgrading an existing facility, or expanding a fleet to meet growing demand, getting the equipment specification right at the outset prevents the costly rework, productivity losses, and safety incidents that follow from poor equipment choices.
RR Machinery offers a comprehensive range of warehouse and construction equipment for sale and rental, including electric and diesel forklifts, scissor lifts, boom lifts, mobile scaffolding, and power generators, all maintained to operational standard and supported by experienced technicians. Explore our full range of warehouse and industrial equipment solutions or contact our team for practical advice and a clear quotation tailored to your specific warehouse requirements.



